Construction machinery operates in some of the harshest environments in the industrial sector. Whether it is earthmoving equipment, loaders, excavators, or crushers, the reliability of each component determines overall performance, efficiency, and safety. Among these components, bearings—particularly spherical roller bearings—play a critical role in maintaining smooth rotation, reducing friction, and supporting heavy loads. In this blog post, JRZC, as high performance custom construction machinery bearings factory, will share the advantages of spherical roller bearing supply for heavy equipment.
Why Spherical Roller Bearings Are Vital for Construction Machinery
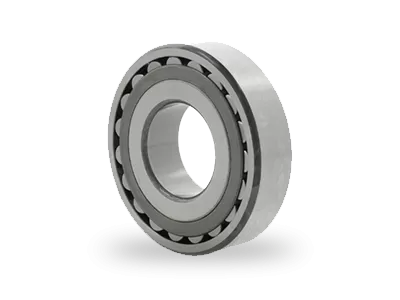
Spherical roller bearings are engineered to handle radial and axial loads in demanding conditions. Unlike standard bearings, their unique design accommodates misalignment and shock loads, making them indispensable for heavy equipment that faces irregular terrain and high-impact operations.
Key benefits include:
High Load Capacity: Spherical roller bearings are capable of supporting substantial radial and axial loads, which is essential for construction machinery such as bulldozers, cranes, and backhoes.
Shock and Vibration Resistance: In earthmoving or mining operations, machinery experiences repeated shock loads. Spherical roller bearings absorb these forces without deforming or losing precision.
Temperature Tolerance: These bearings maintain structural integrity under extreme temperatures, both high and low, which is vital for projects in deserts or arctic regions.
For overseas buyers, sourcing bearings that meet international quality standards ensures longevity and minimizes costly downtime.
Selecting the Right Bearings for Heavy-Duty Equipment
Choosing bearings for construction machinery is not a one-size-fits-all decision. Several factors must be evaluated:
Load Type and Capacity: Determine whether the equipment primarily experiences radial loads, axial loads, or a combination. Spherical roller bearings excel in mixed-load applications.
Operating Environment: Bearings exposed to dust, mud, or abrasive materials need specialized seals and surface treatments.
Maintenance Frequency: In remote locations, maintenance intervals can be challenging. Bearings with higher durability and lower lubrication requirements reduce operational risks.
Understanding these factors allows procurement teams to select bearings that maximize machine uptime while minimizing lifecycle costs.

Factory Supply Advantages for International Buyers
Sourcing directly from a spherical roller bearing factory has multiple benefits, particularly for overseas clients:
Consistent Quality: Factories implementing strict quality control protocols provide bearings that meet ISO, DIN, and ANSI standards.
Customization Options: Many factories can produce bearings tailored to specific load requirements, dimensions, and environmental conditions.
Competitive Pricing: Eliminating intermediaries reduces costs, which is particularly advantageous for bulk orders of construction machinery bearings.
Reliable Lead Times: Factory supply chains can be optimized to meet project schedules, ensuring timely delivery to construction sites worldwide.
For heavy equipment manufacturers and construction contractors, these advantages translate into operational efficiency and cost savings.
Applications Across Construction Equipment Types
Spherical roller bearings are versatile and widely applicable across a range of machinery:
Excavators and Loaders: These machines undergo significant stress while lifting and digging. Bearings ensure smooth rotation of slewing rings and track rollers.
Cranes and Hoists: High axial and radial loads in lifting operations require bearings with exceptional stability to maintain safety and precision.
Earthmoving Machinery: Bulldozers, graders, and compactors operate on uneven terrain. Spherical roller bearings tolerate misalignment caused by structural flexing.
Aggregate and Mining Equipment: Crushers, screens, and conveyors demand bearings that resist vibration and abrasive particles while sustaining high loads.
By matching bearing specifications to equipment requirements, operators can maximize efficiency and lifespan.
Materials and Surface Treatments for Longevity
To withstand demanding construction environments, spherical roller bearings incorporate advanced materials and treatments:
High-Carbon Chrome Steel: Offers excellent hardness, fatigue resistance, and dimensional stability.
Heat Treatment: Through-hardening and carburization processes increase wear resistance.
Protective Coatings: Anti-corrosion and anti-oxidation coatings improve performance in wet or chemically aggressive environments.
Sealing Systems: Labyrinth seals, rubber seals, or metal shields protect the bearing interior from dust, water, and other contaminants.
Selecting the right material and treatment enhances reliability, even under continuous heavy-duty operation.
Installation and Maintenance Best Practices
Proper installation and maintenance of spherical roller bearings directly affect performance:
Precision Mounting: Misaligned or improperly mounted bearings experience premature wear. Precision tools and techniques are critical.
Lubrication Management: High-quality grease or oil suitable for heavy loads and temperature extremes ensures smooth operation.
Regular Inspection: Visual and vibration monitoring detects early signs of wear or damage. Predictive maintenance prevents unexpected failures.
Training Operators and Maintenance Teams: Skilled personnel reduce installation errors and ensure optimal bearing performance.
A structured maintenance plan reduces operational downtime and increases return on investment for construction machinery.
Global Standards and Certification
For international buyers, verifying that bearings meet global standards is essential:
ISO 9001 / 14001: Ensures quality management and environmental compliance.
DIN / ANSI / ABMA Specifications: Confirms bearing dimensions, tolerances, and performance parameters.
Industry-Specific Certifications: For mining or heavy civil projects, compliance with regional regulations guarantees safety and reliability.
Selecting factory-supplied bearings with these certifications provides assurance of quality and performance for critical applications.
Long-Term Cost Benefits of Quality Bearings
Investing in high-quality spherical roller bearings offers long-term financial advantages:
Reduced Maintenance Costs: Durable bearings require fewer replacements and minimize labor expenses.
Lower Downtime: Consistent bearing performance prevents operational interruptions.
Enhanced Equipment Lifespan: Bearings protect machinery components from excessive wear and structural damage.
Energy Efficiency: Properly operating bearings reduce friction, lowering fuel or electricity consumption in heavy machinery.
For construction firms managing multiple projects, these cost savings accumulate significantly over time.
Choosing Trusted Spherical Roller Bearing Factory
When sourcing bearings internationally, selection criteria should include:
Proven Industry Experience: Manufacturers with a track record in supplying heavy-duty construction machinery bearings are preferable.
Custom Manufacturing Capability: Ability to accommodate non-standard dimensions or high-load specifications.
Global Logistics Expertise: Efficient export processes, including packaging, shipping, and customs compliance.
Technical Support: Access to engineering support for installation, maintenance, and troubleshooting.
Factories meeting these criteria ensure seamless procurement and operational support for global construction projects.
Conclusion
For heavy equipment operators and construction contractors, investing in high-performance construction machinery bearings is crucial for operational efficiency, safety, and cost-effectiveness. Spherical roller bearings from a reliable factory provide the load capacity, durability, and temperature resistance required for rugged industrial environments. By understanding machinery requirements, selecting the right materials, and sourcing directly from experienced manufacturers, overseas buyers can ensure optimal performance, reduce maintenance burdens, and extend machinery lifespan.
With the increasing demand for robust construction projects worldwide, leveraging factory-supplied spherical roller bearings becomes not just a technical necessity but a strategic advantage. Proper selection, installation, and maintenance guarantee that construction equipment operates at peak efficiency, even in the most challenging conditions.