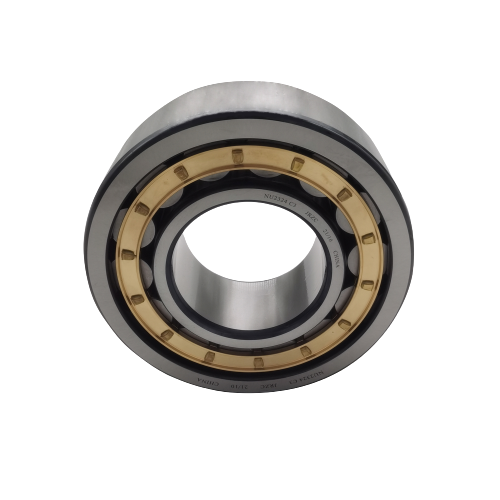




Cylindrical roller bearings machining process
1.Process history of Cylindrical Roller Bearings
Blank forming→Deburring or ring belt→Soft grinding roller surface→Soft grinding double end surface→Heat solution→Rough grinding rolling surface before→Rough grinding double end surface→Rough grinding rolling surface after→Final grinding double end surface→Fine and final grinding rolling surface→Super finishing rolling surface→Cleaning and drying→Final inspection of appearance and size grouping→Oil coating and packing.

2.Cylindrical Roller Bearings process history
Blank forming → deburring or ring belt → soft grinding of raceway surface → soft grinding of double end surface → heat solution → coarse grinding of rolling surface → fine grinding of rolling surface → grinding of ball base surface → final grinding of rolling surface → super finishing of rolling surface → cleaning, drying → final inspection of appearance, size grouping → oiling and packaging.
The above two kinds of rollers can be made into convexity shaped bus rolling surface, if the convexity amount is less than 0.005mm, individual can be carried out indirectly in the super finishing processing rolling surface process; if the convexity amount is greater than 0.005mm, individual can grind out the convexity in the final grinding rolling surface process, and then carry out super finishing processing.
3. The process of needle rolling
Blank forming → deburring → thermal solution → coarse, fine, final grinding rolling surface → super-finishing rolling surface or sawdust polishing.
For flat head and tapered head rolling pin, such as blank forming difficult to guarantee the length of the size tolerance, it can be in the grinding rolling add grinding double end face process. If you need convexity shaped bus rolling surface, can be indirectly in the super-finishing rolling surface or tampering light process.

4. The process of asymmetric Roller Bearings
Blank forming → deburring or ring belt → soft grinding roller surface → soft grinding double end surface → hot solution → grinding non-ball end surface → grinding ball end surface → coarse, fine, final grinding rolling surface → polishing → cleaning, drying → final inspection appearance, size grouping → oiling and packaging.
The process course of symmetrical Roller Bearings is
Blank forming → deburring or ring belt → soft grinding roller surface → soft grinding double end surface → heat solution → coarse grinding rolling surface → coarse, final grinding double end surface → fine, final grinding rolling surface → polishing → cleaning, drying → final inspection appearance, size grouping → oiling and packaging.
If the final grinding rolling surface process can reach the appearance of roughness requirements, it may not be polished.